



1.4006 - IN ÉÉN OOGOPSLAG
Welk type staal is 1.4006?
1.4006-staal, hier afgebeeld in ontlaten toestand, is bewerkbaar en kan worden gebruikt voor toepassingen die een hoge sterkte en een gemiddelde hitte- en corrosiebestendigheid vereisen. Als martensitisch roestvast staal heeft het een lagere corrosiebestendigheid dan austenitisch roestvast staal.
Het bruikbare temperatuurbereik wordt beperkt door het verlies aan ductiliteit bij temperaturen onder nul en het verlies aan sterkte door over-verharding bij hogere temperaturen, evenals een verdere afname van de corrosiebestendigheid. De corrosiebestendigheid kan worden verbeterd door oppervlaktepolijsten, harden en ontlaten.
Eigenschappen
1.4006 edelstaal wordt gekenmerkt door een evenwichtige verhouding tussen hardheid, corrosiebestendigheid en hoge mechanische sterkte.
Concreet betekent dit:
- martensitisch staal
- hardbaar, kan een hoge hardheid bereiken
- hoge sterkte
- gemiddelde hitte- en corrosiebestendigheid
- magnetisch
- roestvast
- hoogglans polijstbaar
- beperkt zuurbestendig
- nitreerbaar
- erodeerbaar
- bewerkingshardheid is 25-31 HRC
Toepassingen
Waterbouwkunde, machinebouw, pompindustrie, aardolie industrie/petrochemische industrie, decoratieve doeleinden, keukenapparatuur, voedingsmiddelenindustrie, milieutechnologie, energietechnologie (waterkracht).
Als martensitisch edelstaal is het minder corrosiebestendig dan austenitisch staal, maar heeft het een goede corrosiebestendigheid en wordt het vaak gebruikt voor:
- bestek
- chirurgische instrumenten
- kleponderdelen
- bevestigingsmiddelen
- pompassen
- kogellagers
- machine-onderdelen
- sporten voor mijnl-adders
- bouten
- bussen
- schroeven
- moeren
1.4006 richtwaarden
Chemische analyse:
| C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|
| 0,08 - 0,15 | 0,0 - 1,0 | 0,0 - 1,5 | 0,0 - 0,04 | 0,0 - 0,03 | 11,5 - 13,5 | 0,0 - 0,75 |
Chemische samenstelling:
X12Cr13
Gebruikshardheid:
ca. 25 HRC (Leveringstoestand) tot 31 HRC
Leveringshardheid:
max. 252 HB
Fysische eigenschappen van 1.4006
Tot welke staalgroepen behoort 1.4006?
- martensitisch edelstaal
- corrosiebestendig edelstaal
- zuurbestendig edelstaal
- edelstaal
- warmbewerkingsstaal
Is 1.4006 een edelstaal?
Is 1.4006 edelstaal corrosiebestendig?
Is 1.4006 edelstaal magnetiseerbaar?
1.4006 Warmvervorming
1.4006 Koudvervorming
1.4006 Slijtvastheid
1.4006 TECHNISCHE EIGENSCHAPPEN
Is 1.4006 edelstaal geschikt voor messen?
1.4006 Bewerkingshardheid
1.4006 Staaldichtheid
1.4006 Treksterkte
1.4006 Bewerkbaarheid
1.4006 Vloeigrens
1.4006 Thermische geleidbaarheid
1.4006 Coëfficiënt van thermische uitzetting
Waarde 10-6m/(m*K)
10,5
20 – 100 °C
11,0
20 – 200 °C
11,5
20 – 300 °C
12,0
20 – 400 °C
1.4006 Soortelijke warmtecapaciteit
1.4006 Soortelijke elektrische weerstand
Waarde (Ohm*mm2)/m
0,60
20 °C
1.4006 Elastizitätsmodul (e-Modul)
Das Spannungs- und Dehnungsmodul oder das Elastizitätsmodul (Youngscher Modul) für Edelstahl 1.4006 ist bei 200 kN/mm2.
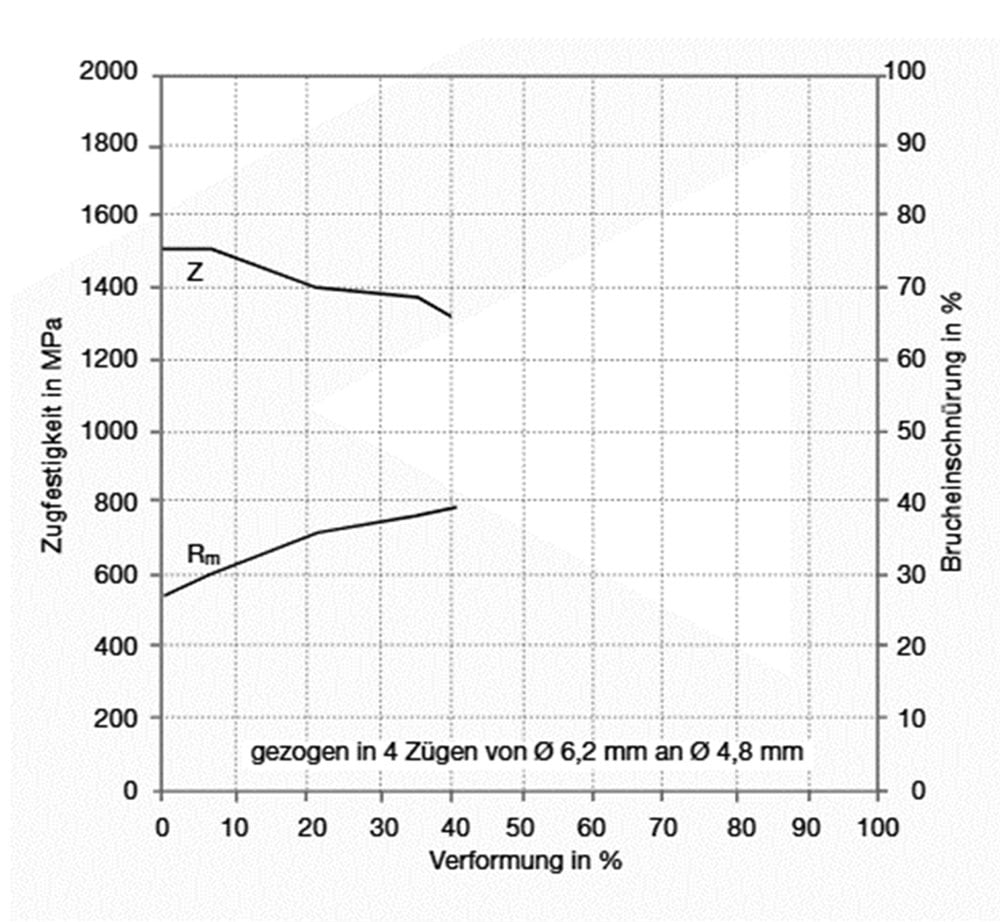
1.4006 Verdichtingsdiagram
U KUNT OOK KLEINE HOEVEELHEDEN BESTELLEN – ZONDER MINIMUM BESTELWAARDE!
1.4006 PROCES
1.4006 Warmtebehandeling
1.4006 Gloeien
1.4006 Tussengloeien
1.4006 Spanningsontlastend gloeien
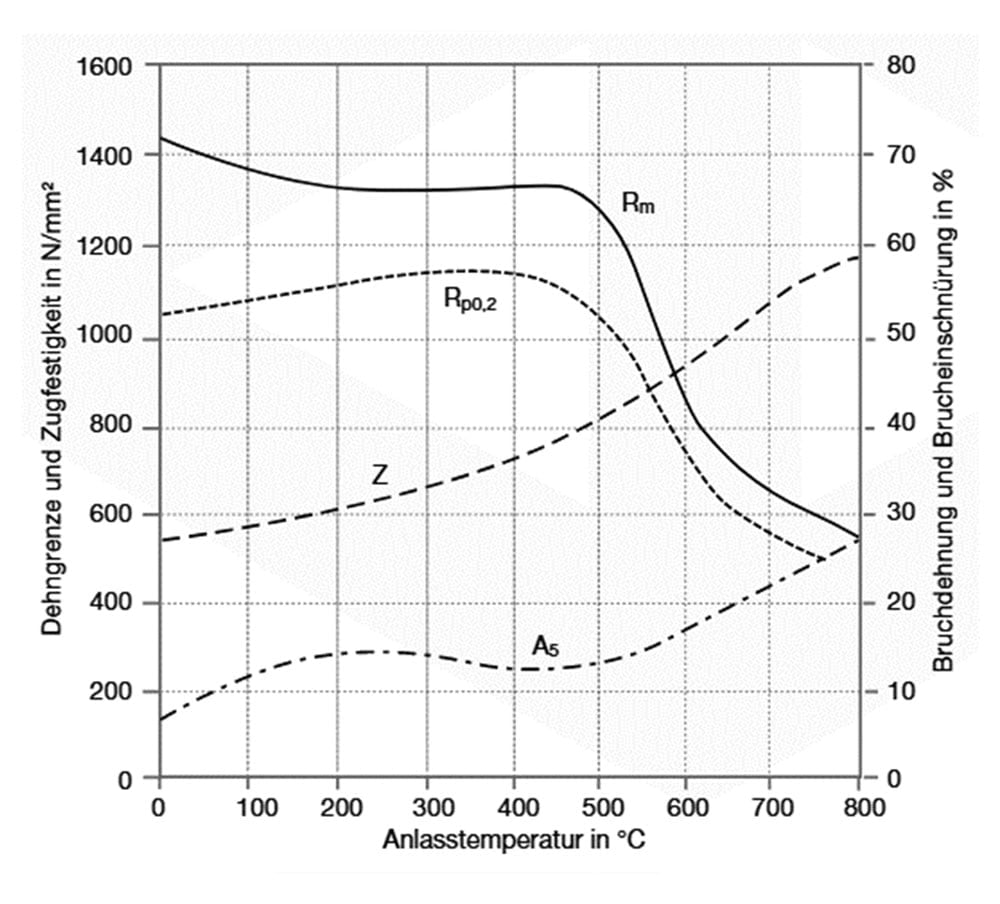
1.4006 Ontlaten
Verhit het materiaal tot 593–760 °C en houd deze temperatuur 1–4 uur aan, alvorens af te koelen aan de lucht. De exacte temperaturen en aanhoudtijden zijn afhankelijk van de gewenste mechanische eigenschappen.
Ontlaten van 1.4006 verbetert de taaiheid en vermindert de brosheid die ontstaat tijdens het afschrikken.
1.4006 Harden
1.4006 Afschrikken
Het afschrikken van deze staalsoort moet snel gebeuren om harding te bereiken.
- Lucht: Geforceerde luchtkoeling wordt gebruikt voor complexere of dunnere onderdelen, of wanneer de afschriksnelheid niet kritisch is.
- Olie: Een veelgebruikte methode voor martensitisch staal. Olie onttrekt warmte aan de werkstukken en koelt ze af. De olie kan voorverwarmd worden, wat zorgt voor een gelijkmatigere afschrikking.
- Water/Water-polymeermengsel: Deze afschrikmiddelen worden gebruikt wanneer een hogere hardheid gewenst is. Voorzichtigheid is geboden, aangezien deze middelen kunnen leiden tot hogere spanningen en daardoor tot scheurvorming.
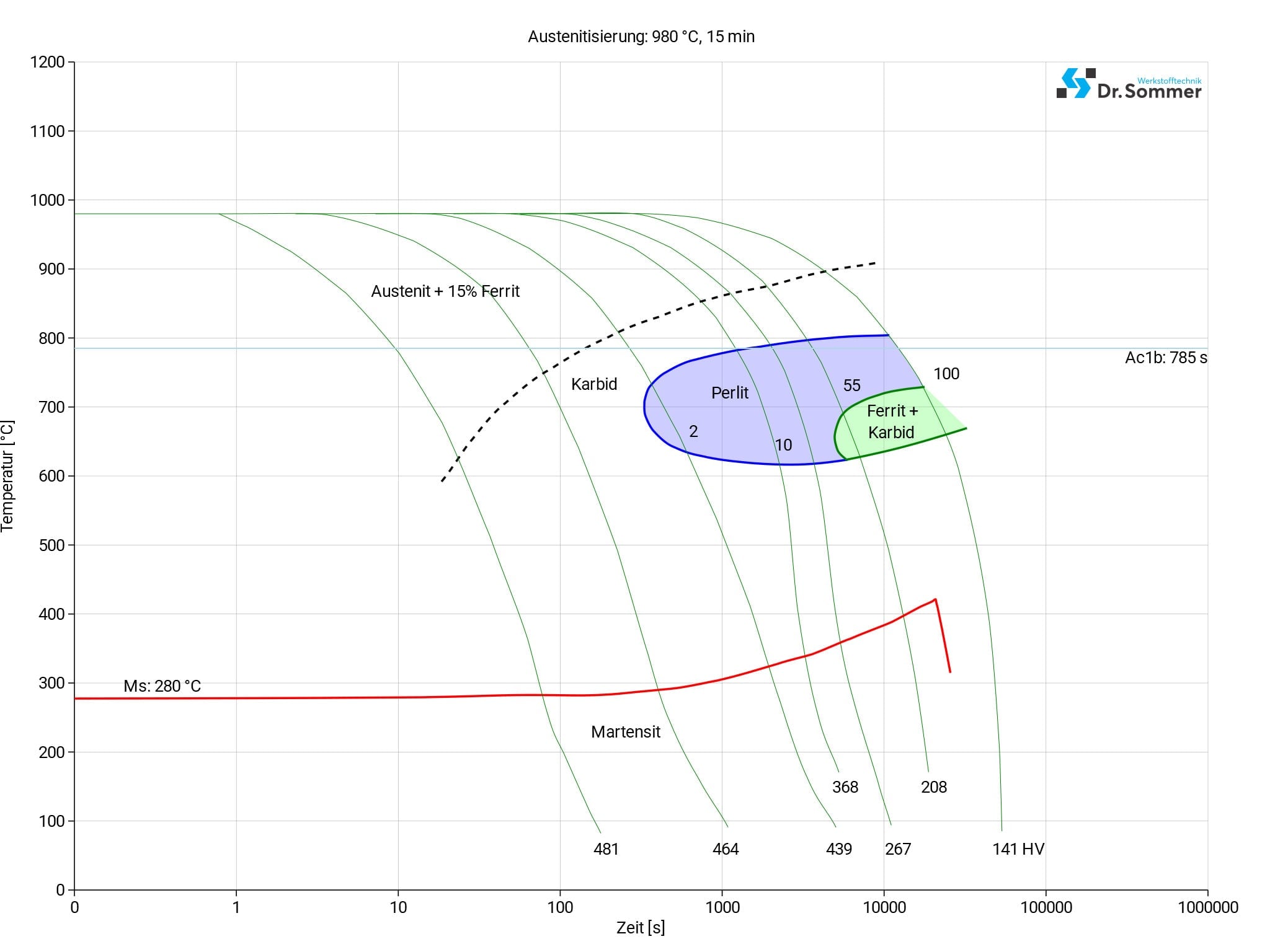
1.4006 Continu TTT-diagram
1.4006 Oppervlaktebehandeling
1.4006 Oppervlaktebehandeling
1.4006 Staal Nitreren
1.4006 Passivering
1.4006 Elektropolijsten
1.4006 Schuurstralen
1.4006 PVD- en CVD-processen
1.4006 Verspanen
Deze kwaliteit is gemakkelijk te verspanen in gegloeide of ontlaten toestand. Verspanen van dit materiaal wordt afgeraden wanneer het is gehard tot meer dan 30 HRC, omdat verspanen dan moeilijk wordt.
1.4006 Eroderen
1.4006 Maatveranderingen
Afmetingen kunnen van nature veranderen tijdens het verwarmen, wanneer het staal uitzet, en tijdens het afkoelen, wanneer het krimpt, maar ook tijdens spanningsontlasting of door ongelijkmatige verwarming of afkoeling, wat kromtrekking kan veroorzaken. 1.4006 ondergaat faseveranderingen tijdens de warmtebehandeling, waarbij het van ferriet naar austeniet transformeert bij verhitting en van austeniet naar martensiet bij afkoeling. Deze veranderingen in de microstructuur kunnen ook leiden tot maatveranderingen.
Maatveranderingen kunnen worden voorkomen of verminderd door gecontroleerde verwarming en afkoeling, spanningsontlastende voorbehandeling, zorgvuldige selectie van het afkoelingsmedium en, waar mogelijk, door onderdelen te produceren met een bewerkingsmarge vóór de warmtebehandeling en deze vervolgens na de warmtebehandeling tot hun uiteindelijke afmetingen te bewerken.
















