

- Inleiding
- Basisoverwegingen van een ontwerper
- Voorbewerkt precisiestaal heeft technische voordelen
- Voorbewerkt precisiestaal heeft economische voordelen
- Voorbewerkt precisiestaal heeft kwaliteitsvoordelen
- Concrete voordelen in ontwerp en productie
- Kan gezaagd ruw materiaal nog bruikbaar zijn?
- Conclusie
Voorbewerkt precisiestaal versus ruw materiaal - profiteer en bespaar kosten!
Voorbewerkt precisiestaal is een aan alle zijden bewerkt werkstuk met een gegarandeerd ontkolingsvrij oppervlak, dat direct kan worden gebruikt voor de productie van een industrieel precisieproduct. Deze grondstof wordt ook wel een halffabricaat genoemd, omdat het een ‘half’ verwerkingsstadium beschrijft op weg naar een afgewerkt onderdeel.
Dit kan precisie platstaal en precisie rondstaal zijn, elk met of zonder bewerkingstoegift.
Een ontwerper van gereedschappen en matrijzen zou voorbewerkt staal (bijvoorbeeld fijn-gefreesd of geslepen) moeten overwegen in plaats van gezaagd ruw materiaal. Dit biedt namelijk verschillende technische, economische en kwalitatieve voordelen die het volledige productieproces optimaliseren en de kans op problemen bij daaropvolgende bewerkings- en hardingsstappen van het staal minimaliseren.
Ons portfolio met precisiestaalsoorten overtuigt door het grote aanbod aan afmetingen, de nauwe toleranties en de uitstekende oppervlaktekwaliteit.
Voor precisieplatstaal, precisierondstaal, precisiestalen P-platen en €co-Präz precisiestaven bent u bij ons aan het
juiste adres.
PREMIUM staal in 70 materialen en 36.221 afmetingen.
Direct uit voorraad – korte levertijd
Wij adviseren u graag!
Ook gezaagd – gefreesd – geschuurd op de gewenste maat.
Basisoverweging van een ontwerper bij de keuze tussen voorbewerkt precisiestaal en ruw staal
Bij de productie van een precisieonderdeel uit staal moet een ontwerper eerst beslissen welk staal aan de vereiste technische eisen voldoet. Direct na de selectie moet worden besloten welk basismateriaal het beste voldoet aan de eisen op het gebied van maatnauwkeurigheid, oppervlaktekwaliteit en kosteneffectiviteit.
Het basismateriaal bepaalt in grote mate de productie-inspanning, de productietijd en de totale kosten. Bij de keuze van het voorbewerkte staal moet u rekening houden met de volgende aspecten:
NAUWKEURIGHEID VAN HET BASISMATERIAAL:
Hoe nauwkeurig komt het basismateriaal al overeen met het gewenste eindproduct?
BEWERKINGSINSPANNING:
Hoeveel werkstappen zijn er nodig om het staal op de gewenste maat te krijgen?
KOSTENFACTOR:
Materiaalkosten, bewerkingstijd en machinegebruik de totale kosten?
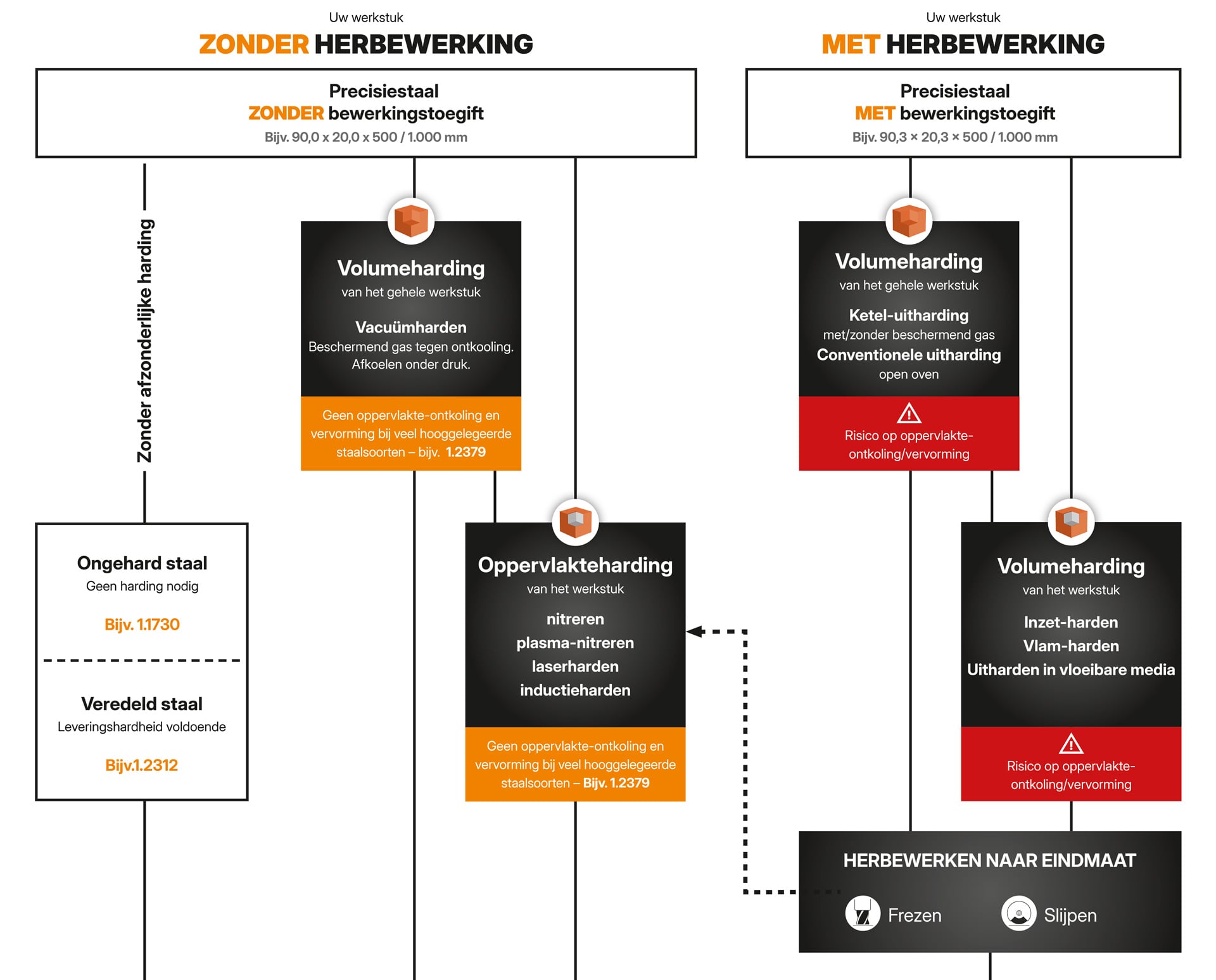
Grafische weergave: Besluitvormingsproces bij het kiezen van het basismateriaal
A: KEUZE VAN STAALKWALITEIT
1.XXXX
Doel na uitharding: bijvoorbeeld:
hoge bewerkingshardheid
hoge treksterkte
B: KEUZE VAN HET UITHARDINGSPROCES
Volumeharding
Oppervlakteharding
Volume- en oppervlakteharding
C: KEUZE VAN STAALAANKOOP
Precisiestaal
ZONDER bewerkingstoegift
Precisiestaal
MET bewerkingstoegift
Ruw materiaal / zaagsnede
UW BESTE KEUZE
HET ALTERNATIEF




BESTE WAHL
ALTERNATIVE
Wie sieht es mit Rohmaterial/Sägezuschnitt aus?
Erklärender Text, wie man auch Rohmaterial/Sägezuschnitt,
mit erheblichen Aufwand zu Präzisionsflachstahl mit/ohne
Bearbeitungsaufmaß weiterverarbeiten kann. Lorem ipsum dolor sit amet, consectetuer adipiscing elit. Aenean commodo ligula eget dolor. Aenean massa. Cum sociis natoque penatibus et magnis dis parturient montes, nascetur ridiculus mus.
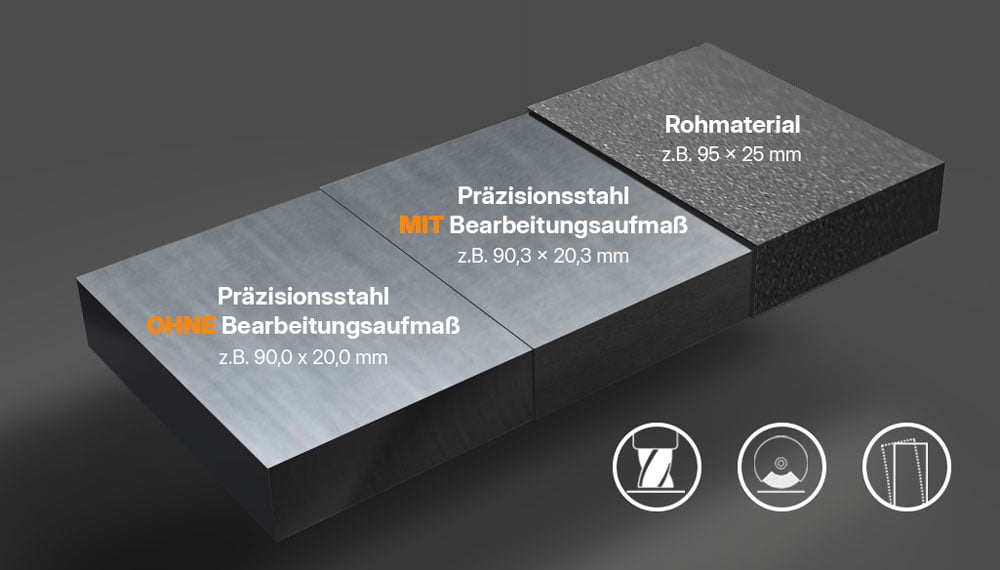
De volgende tabel toont de drie verschillende uitvoeringen van het basismateriaal voor de productie van een precisieonderdeel van gereedschapsstaal of corrosiebestendig staal en de geschikte hardingsprocessen.
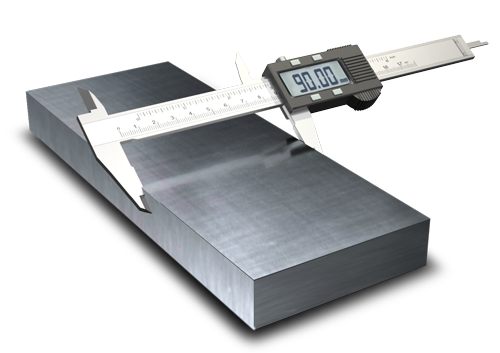
Precisie platstaal ZONDER bewerkingstoegift
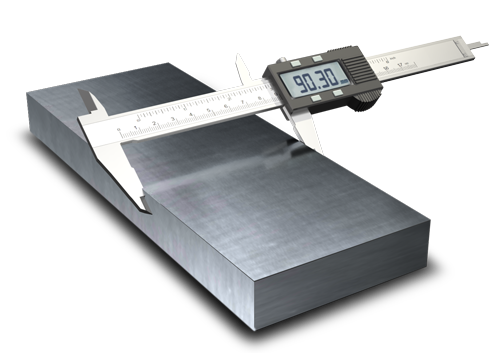
Precisie platstaal MET bewerkingstoegift
Ruw materiaal, gezaagd
| Precisie platstaal ZONDER bewerkingstoegift |
Precisie platstaal MET bewerkingstoegift |
Ruw materiaal, gezaagd |
|---|---|---|
|
Eindafmeting van het basismateriaal (mm): 100,0 x 20,0 x 500 |
Eindafmeting van het basismateriaal (mm): 100,3 x 20,3 x 500 |
Eindafmeting van het basismateriaal (mm): 105 x 25 x 505 |
| Nauwkeurigheid: Zeer hoog (zeer nauwkeurig uitgangsmateriaal) |
Nauwkeurigheid: Hoog (maatvast, maar nabewerking nodig) |
Nauwkeurigheid: Laag (grove uitvoering) |
| Bewerkingsinspanning: Geen nabewerking nodig; direct bruikbaar |
Bewerkingsinspanning: Slijpen/frezen is nodig om de uiteindelijke afmetingen te bereiken |
Bewerkingsinspanning Uitgebreide bewerking vereist (frezen, slijpen) |
| Toepassingsgebied: • precisiecomponenten • nauwe toleranties • geen nabewerking |
Toepassingsgebied: • precisiecomponenten met gestandaardiseerde nabewerkingsstappen |
Toepassingsgebied: • ruwe componenten • kostenbewuste productie • hoog nabewerkingsvolume |
| Geschikte hardingsprocessen: • vacuümharden • nitreren • plasmanitreren • laserharden • inductieharden |
Geschikte hardingsprocessen: • conventionele harding • oppervlakteharding • vlamharding • harding in vloeibare media |
Geschikte hardingsprocessen: Alle opties voor het hardingsproces zijn zoals hiervoor |
Precisie platstaal ZONDER bewerkingstoegift
Eindafmeting van het basismateriaal (mm):
100,0 x 20,0 x 500
Nauwkeurigheid:
Zeer hoog
(meest precieze basismateriaal)
Bewerkingsinspanning:
Geen nabewerking nodig; direct bruikbaar
Toepassingsgebied:
• Precisiecomponenten
• nauwe toleranties
• geen nabewerking
Geschikte hardingsprocessen:
• Vacuümharden
• nitreren
• plasmanitreren
• laserharden
• inductieharden
Precisie platstaal
MET bewerkingstoegift
Eindafmeting van het basismateriaal (mm):
100,3 x 20,3 x 500
Nauwkeurigheid:
Hoog
(maatvast, maar nabewerking nodig)
Toepassingsgebied:
Precisiecomponenten met gestandaardiseerde nabewerkingsstappen
Bewerkingsinspanning
Slijpen/frezen is nodig om de uiteindelijke afmetingen te bereiken
Geschikte hardingsprocessen:
• Conventionele harding
• oppervlakteharding
• vlamharding
• harding in vloeibare media
Ruw basismateriaal, gezaagd:
Eindafmeting van het basismateriaal (mm):
105 x 25 x 505
Nauwkeurigheid:
Laag
(grove uitvoering)
Bewerkingsinspanning:
Uitgebreide bewerking vereist (frezen, slijpen)
Toepassingsgebied
• Ruwe componenten
• kostenbewuste productie
• hoog nabewerkingsvolume
Geschikte hardingsprocessen:
Alle opties voor het hardingsproces zijn zoals hiervoor
Differentiatie van het basismateriaal:
| Precisie platstaal ZONDER bewerkingstoegift: |
Precisie platstaal MET bewerkingstoegift: |
Ruw basismateriaal, gezaagd: |
|---|---|---|
| Basismateriaal met de hoogste precisie, direct geschikt voor afwerking. | Nauwkeurig qua maatvoering, maar met toegift (meestal +0,3 mm) voor nabewerking door middel van slijpen/frezen. | Ruw ontwerp met grote maatafwijkingen en oppervlakteruwheid. |
| Hier is geen bewerkingstoegift nodig, omdat het oppervlak al maatvast en van hoge kwaliteit is. | Geschikt voor componenten waarbij bijvoorbeeld door een gepland hardingsproces (bijvoorbeeld tijdens het harden in een tank onder zuurstof) ontkoling van de randen en vervorming van het werkstuk te verwachten zijn. Hierbij is nabewerking noodzakelijk om ervoor te zorgen dat de oppervlakken vrij zijn van ontkoling aan de randen en een perfecte maatnauwkeurigheid bereiken. |
Vereist intensieve bewerking (bijv. frezen, slijpen) om het gewenste formaat te bereiken. |
| Ideaal voor precisiecomponenten met nauwe toleranties en minimale bewerkingsinspanning. Ideaal voor hardingsprocessen waarbij geen ontkoling van de randen of vervorming van het werkstuk te verwachten is (bijv. vacuümharden) |
Economisch voor componenten met lage nauwkeurigheidseisen of voor directe afwerking van grote componenten in één opspanning. |
Differentiatie van het basismateriaal:
Precisie platstaal ZONDER bewerkingstoegift:
- basismateriaal met de hoogste precisie, direct geschikt voor afwerking.
- er is geen bewerkingstoegift nodig, omdat het oppervlak al maatvast en van hoge kwaliteit is.
- ideaal voor precisiecomponenten met nauwe toleranties en minimale bewerkingsinspanning.
- ideaal voor hardingsprocessen waarbij geen ontkoling van de randen of vervorming van het werkstuk te verwachten is (bijv. vacuümharden)
Precisie platstaal MET bewerkingstoegift:
- nauwkeurig qua maatvoering, maar met toegift (meestal +0,3 mm) voor nabewerking door middel van slijpen/frezen.
- geschikt voor componenten waarbij bijvoorbeeld door een gepland hardingsproces (bijvoorbeeld tijdens het harden in een tank onder zuurstof) ontkoling van de randen en vervorming van het werkstuk te verwachten zijn. Hierbij is nabewerking noodzakelijk om ervoor te zorgen dat de oppervlakken vrij zijn van ontkoling aan de randen en een perfecte maatnauwkeurigheid bereiken.
Ruw basismateriaal, gezaagd:
- ruw ontwerp met grote maatafwijkingen en oppervlakteruwheid.
- vereist intensieve bewerking (bijv. frezen, slijpen) om het gewenste formaat te bereiken.
- economisch voor componenten met lage nauwkeurigheidseisen of voor directe afwerking van grote componenten in één opspanning.
Heeft u vragen?
Wij adviseren u graag!
Precisiestaal plat
PRECISIESTAAL ROND
PRECISIESTAAL PLATEN
Voorbewerkt precisiestaal heeft technische voordelen

Preciezere maatnauwkeurigheid
Voorbewerkt staal (precisieplatstaal, €co-Präz platstaal, precisierondstaal) kent nauwe toleranties qua vorm en afmetingen, waardoor het achteraf eenvoudig te bewerken is.
Gezaagd ruw staal heeft vaak grotere maatafwijkingen (bijvoorbeeld golvingen of onnauwkeurigheden in de dikte) die door aanvullende bewerking moeten worden gecompenseerd.
Kortere verwerkingstijd
Voorbewerkt materiaal heeft slechts minimale nabewerking nodig, omdat de afmetingen en oppervlaktekwaliteit al geoptimaliseerd zijn.
Gezaagd materiaal vereist extra bewerkingen (bijvoorbeeld schaven, vlakmaken of frezen) om de gewenste afmetingen en oppervlakken te bereiken.
Vermindering van bewerkings- en hardingsvervorming
Bij voorbewerkt staal, met name fijn-gefreesd of geslepen staal, letten wij op het gebruik van spanningsarm ruw materiaal, een gelijkmatige bewerking en richten wij indien nodig de onderdelen met behulp van rolrichtmachines. Dit betekent dat er minder interne spanningen in ons staal zitten.
Gezaagd ruw materiaal, bijvoorbeeld uit gewalste platen of staven, kunnen gevoeliger zijn voor grotere vervorming vanwege een ongelijkmatige spanningsverdeling, zowel tijdens de verdere bewerking als tijdens het harden.
Betere oppervlaktekwaliteit
Fijn-gefreesde of geslepen oppervlakken zijn glad en hebben een gelijkmatige structuur, wat belangrijk is voor latere hardingsprocessen (bijv. nitreren).
Gezaagde oppervlakken zijn vaak ruw en onregelmatig, waardoor de diffusie van koolstof of stikstof bij processen als oppervlakteharden of nitreren lastig kan zijn.
Voorbewerkt precisiestaal heeft economische voordelen
| Besparing van verwerkingskosten | Minder materiaalverspilling | Snellere doorlooptijd |
|---|---|---|
|
Voorbewerkt staal vermindert de noodzaak voor voorbewerking of tussenbewerking, hierdoor bespaart u op machinetijd, gereedschaps- en arbeidskosten. |
Voorbewerkt precisiestaal is al geoptimaliseerd voor de gewenste afmetingen, waardoor er minder materiaalverlies is bij het verwijderen (bijvoorbeeld bij het frezen). | Omdat er minder bewerkingsstappen nodig zijn, verloopt het productieproces met voorbewerkt staal sneller en efficiënter. |
| Bij gezaagd ruwmateriaal moeten alle oppervlakken eerst grondig worden bewerkt voordat nauwkeurige vormen of toleranties kunnen worden bereikt. | Gezaagd materiaal is bij het zagen vaak 5-10 mm te breed, te dik en te lang, waardoor er meer materiaalverspilling ontstaat. |
Gezaagd materiaal verlengt de procesketen vanwege de noodzaak van voor- en tussenbewerking. |
Voorbewerkt precisiestaal heeft kwaliteitsvoordelen
Betere oppervlaktestructuur voor vervolgprocessen
Een glad, voorbewerkt oppervlak is ideaal voor:
- hardingsprocessen zoals nitreren en oppervlakteharden, omdat de diffusie van stikstof of koolstof gelijkmatiger is.
- klem- en montageprocessen waarbij een hoge oppervlaktekwaliteit essentieel is.
Gezaagde oppervlakken kunnen groeven of ruwheden bevatten die opnieuw bewerkt moeten worden. Onveilige klemming van het werkstuk bij het zagen onder onregelmatige hoeken.
Minder interne spanning
Bij voorbewerkt staal wordt vaak spanningsarm staal als grondstof gebruikt, om interne spanningen al vóór de eerste bewerking te voorkomen.
Gezaagd ruw staal kan onregelmatige spanningen vertonen die tijdens het bewerken of harden problemen als kromtrekken, scheuren of maatafwijkingen kunnen veroorzaken.
Homogeniteit van het materiaal
In voorbewerkt staal kunnen zeldzame materiaaldefecten (bijvoorbeeld krimpholtes, scheuren) gemakkelijk worden gedetecteerd vanwege het zeer fijne oppervlak.
Bij gezaagd ruw materiaal is een dergelijke visuele controle nauwelijks mogelijk en daarom kunnen dergelijke materiaalfouten pas veel later, na een complexe verdere bewerking, worden ontdekt of brengen ze zelfs het risico met zich mee dat het eindproduct afgekeurd wordt.
Concrete voordelen van voorbewerkt staal bij het ontwerp (planning van een onderdeel) en de productie (realisatie van een precisieonderdeel)
Ontwerpen op basis van gestandaardiseerde precisiestaalsoorten (halffabricaten)
Door gebruik te maken van voorbewerkt staal, waarvan de afmetingen en toleranties bijvoorbeeld voldoen aan DIN 59350, kan een ontwerper ervoor zorgen dat het onderdeel direct nauwkeurigere afmetingen heeft, waardoor de hoeveelheid nabewerking, zoals frezen en slijpen, aanzienlijk kan worden verminderd.
Deze gestandaardiseerde producten zijn direct uit voorraad leverbaar met meer dan 30.000 verschillende artikelen en kunnen net als LEGO-stenen modulair worden gecombineerd.
Vermindering van herbewerking
Door voorbewerkt staal te gebruiken, kan een ontwerper ervoor zorgen dat het onderdeel vanaf het begin nauwkeurigere afmetingen heeft, waardoor nabewerking, zoals frezen en slijpen, tot een minimum wordt beperkt.
Betrouwbaarheid in componentfunctie
Nauwkeurigere afmetingen en betere oppervlakken leiden tot een grotere functionaliteit van het onderdeel, vooral bij passingen of lagers.
Optimalisatie voor hardingsprocessen
-
hardingsprocessen zoals oppervlakteharden of nitreren zijn gebaat bij uniforme, gladde oppervlakken, zoals die voorkomen in voorbewerkt staal.
-
gezaagd materiaal kan een ongelijkmatig resultaat opleveren wat betreft de hardingsdiepte of oppervlaktekwaliteit.
Wanneer kan gezaagd ruw materiaal toch zinvol zijn?
Ruwe, minder precieze componenten
Wanneer maatnauwkeurigheid en oppervlaktekwaliteit geen centrale rol spelen.
prototypebouw
Voor eenvoudige, eenmalige toepassingen met kosteneffectieve grondstoffen.
kostenaspect:
Als de lagere prijs van de grondstof de hogere verwerkingskosten rechtvaardigt.
Conclusie
Gezaagd ruwmateriaal is alleen in uitzonderlijke gevallen zinvol, wanneer er geen hoge eisen worden gesteld aan nauwkeurigheid, oppervlaktekwaliteit of productie-efficiëntie. Voor precisiecomponenten met hoge eisen aan efficiëntie en kosteneffectiviteit is precisie platstaal ZONDER bewerkingstoegift de optimale keuze, vooral bij aansluitende hardingsprocessen zonder randontkoling en gevaar voor vervorming (bijv. vacuümharden).
Een hogere maatnauwkeurigheid en oppervlaktekwaliteit zorgen voor lagere bewerkings- en nabewerkingskosten.
Een lager risico op vervorming en materiaalfouten verhoogt de procesbetrouwbaarheid tijdens het harden en bij het daaropvolgende industriële gebruik van het onderdeel.
Kortere doorlooptijden en lagere totale kosten verbeteren de economische efficiëntie van de productie.













