

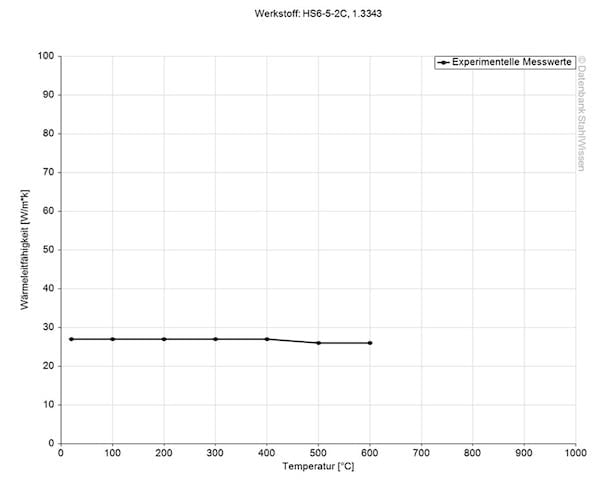
1.3343 Warmtegeleidingsvermogen
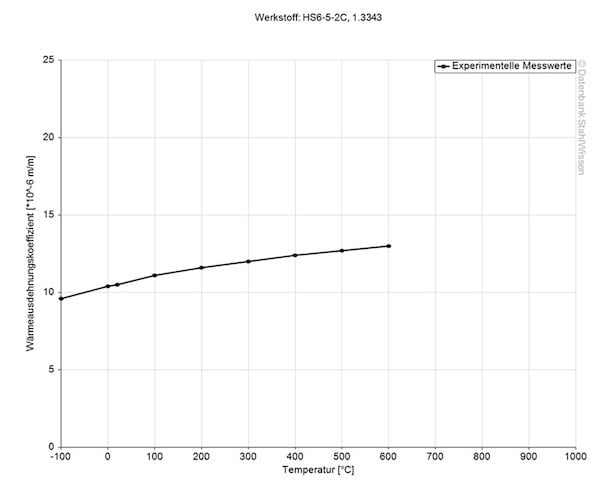
Coëfficiënt van thermische uitzetting 1.3343
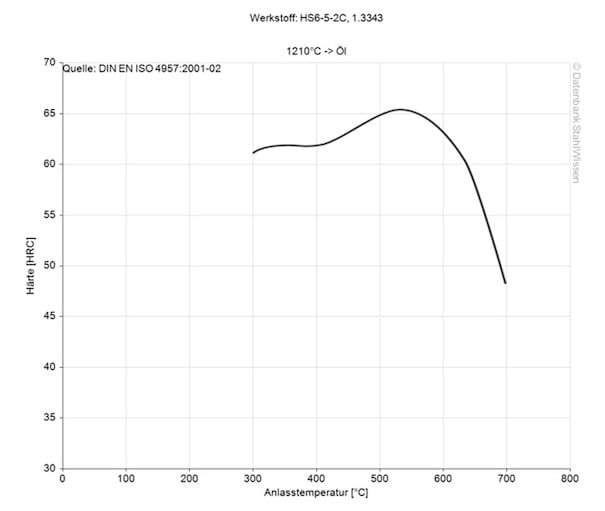
1.3343 Ontlaten
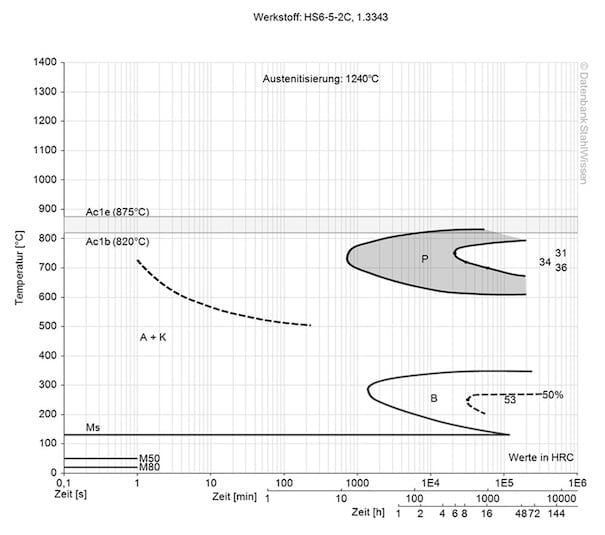
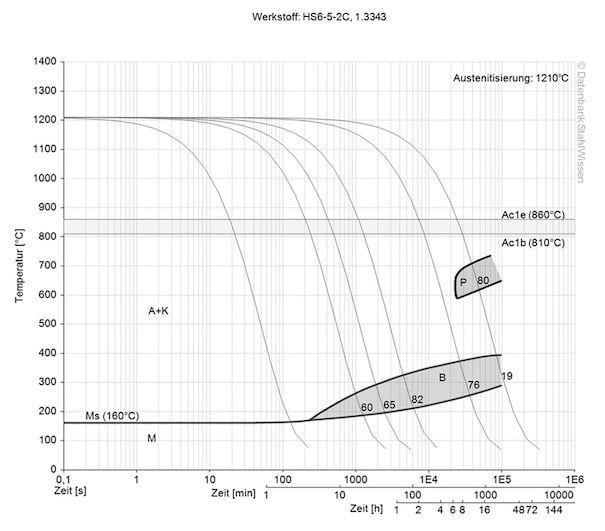
1.3343 Continu TTT-diagram
1.3343 Isotherm TTT-diagram