


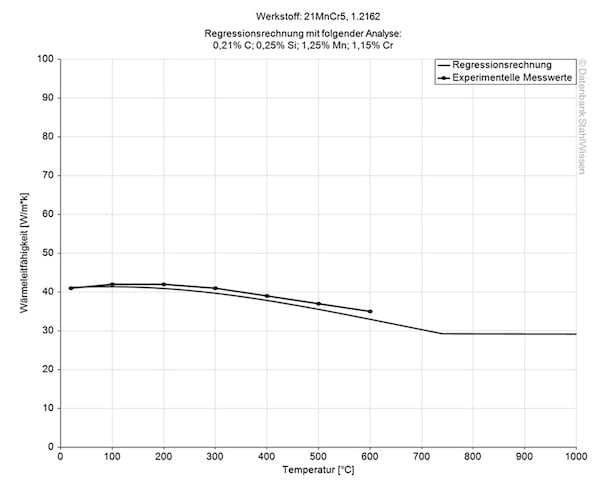
1.2162 Thermische geleidbaarheid
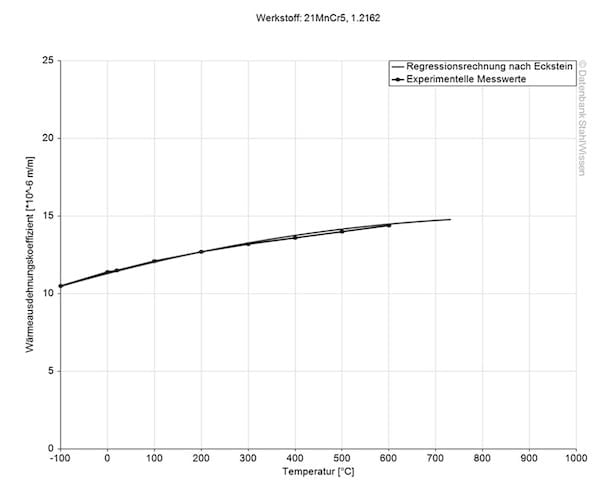
Coëfficiënt van thermische uitzetting 1.2162
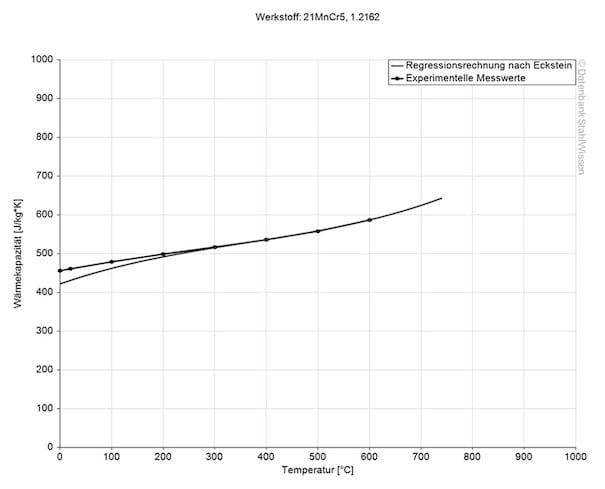
1.2162 Soortelijke warmtecapaciteit

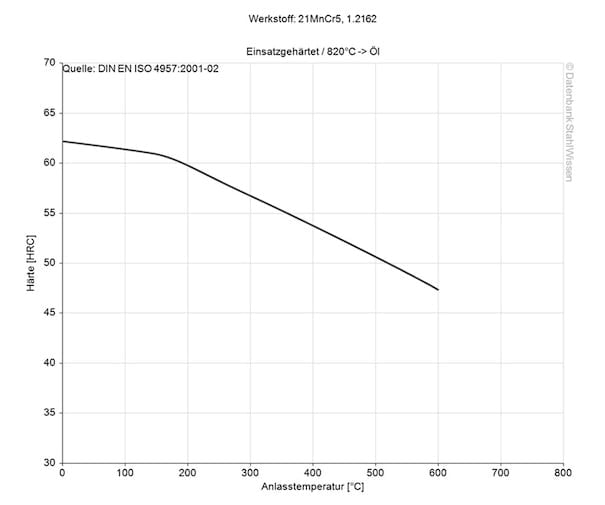
1.2162 Ontlaten
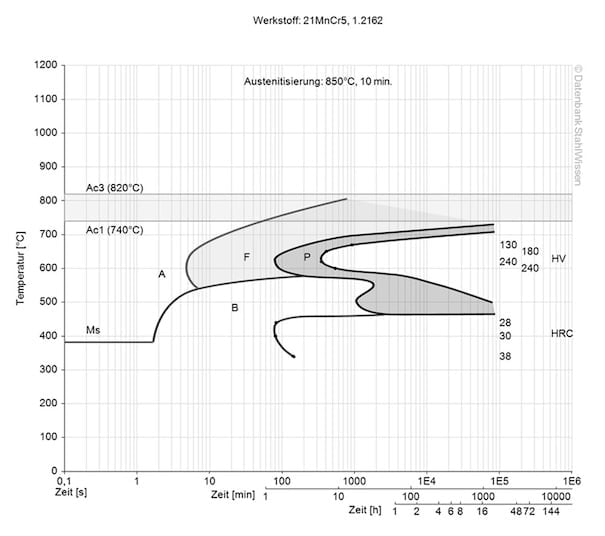
1.2162 Continu TTT-diagram
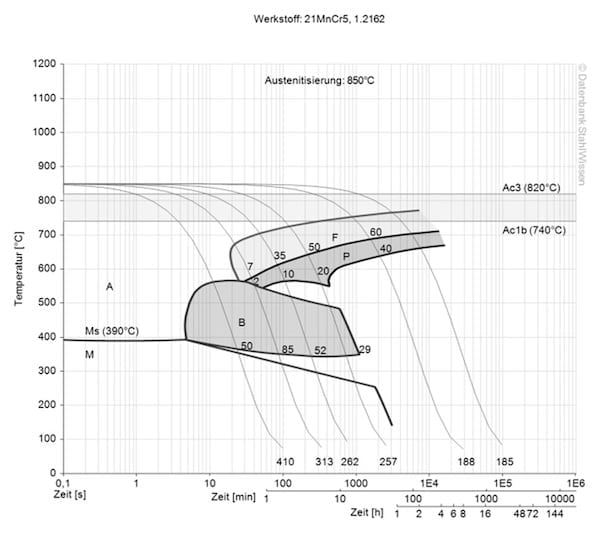
1.2162 Isotherm TTT-diagram